At RB Recycling Group, our vision is built on a simple but powerful premise: that industrial progress and environmental preservation are not opposing forces, but partners in progress.
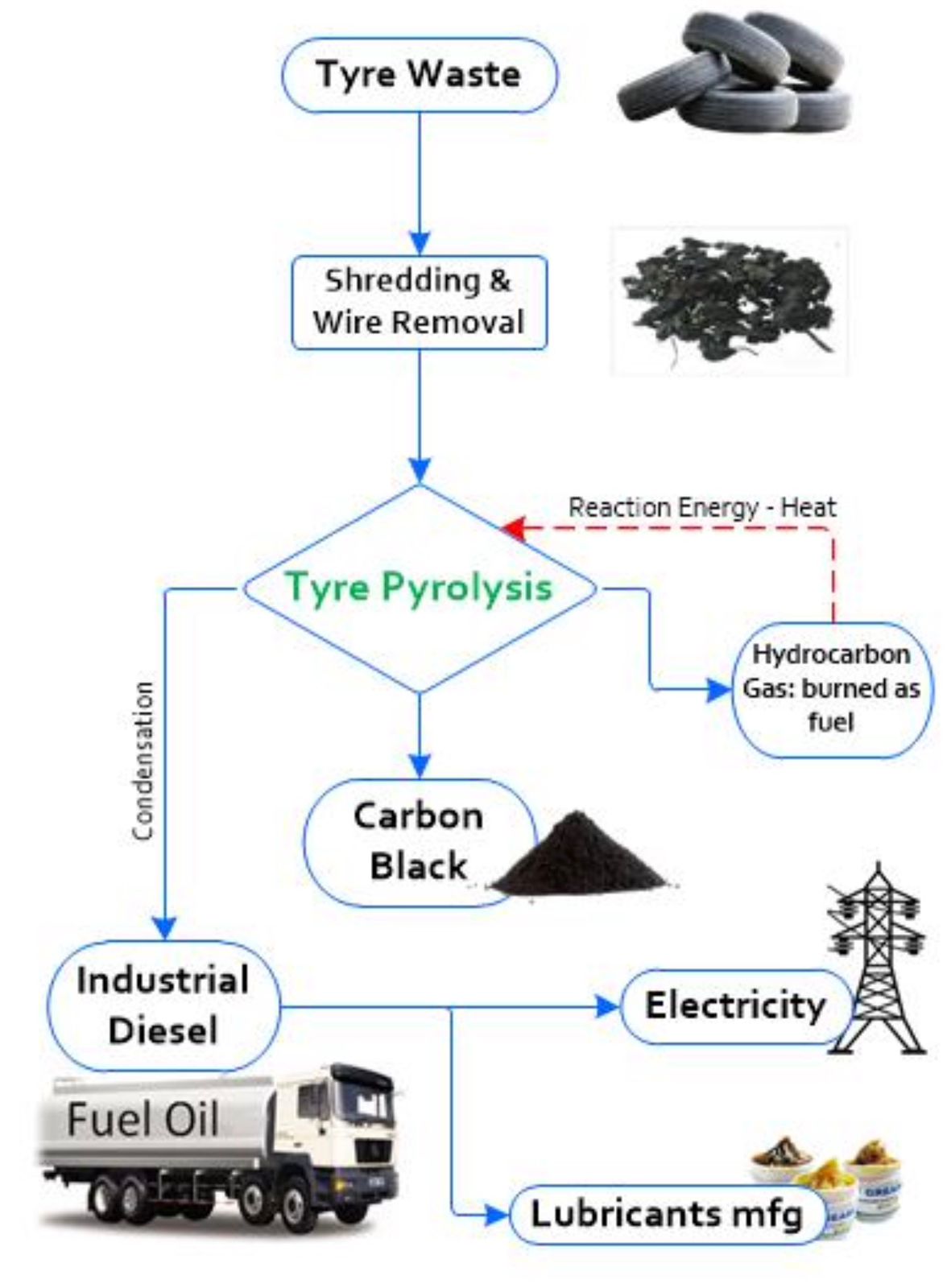
For many years, the world viewed end-of-life tyres as an unsolvable waste challenge. We saw them differently—as a reservoir of untapped potential. By combining cutting-edge engineering with a deep commitment to the circular economy, we have successfully transformed “waste” into the essential raw materials that power modern industry, from refined petroleum products to high-tensile steel.
Our journey is driven by a refusal to settle for the status quo. We don’t just recycle; we refine and reinvent. Every litre of oil we recover and every tonne of carbon black we produce represents a conscious shift away from resource depletion and a bold step toward a self-sustaining future.
As we continue to expand our technological capabilities and our global footprint, our promise remains firm: to provide our partners with premium, sustainable resources that meet the highest standards of technical excellence.
Thank you for joining us on this mission to close the loop and redefine the value of industrial waste.
Together, we are refining the future.
Inayat Ur Rehman Chief Executive Officer
RB Recycling Group